-
 激光熔覆模具修复利用激光熔敷合金粉末的方法对模具进行了修复。研究了工艺参数对熔敷效果的影响,并对其修复过程进行了分析。结果表明,预处理、送粉量、激光的扫描速度是决定模具修复质量的关键。通过优化工艺参数、机体预热的方法可以提高模具修复质量。优势
激光熔覆模具修复利用激光熔敷合金粉末的方法对模具进行了修复。研究了工艺参数对熔敷效果的影响,并对其修复过程进行了分析。结果表明,预处理、送粉量、激光的扫描速度是决定模具修复质量的关键。通过优化工艺参数、机体预热的方法可以提高模具修复质量。优势- 激光焊接速度更快、深层大、形变小。因为功率大,激光焊接全过程中,在金属复合材料转化成小圆孔,激光器动能根据小圆孔往产品工件的深层传送,而较少横着蔓延,因此在激光一次扫描仪全过程中,原材料焊接的深层大,电焊焊接速度更快,单位时间焊合的总面积大。
- 焊接时产生的高温热量被金属瞬间扩散,工件的热效应很低,不会产生应力,焊点附近不会产生咬边现象。
- 能在室温或特殊条件下进行焊接,焊接设备装置简单。例如,激光通过电磁场,光束不会偏移;激光在真空、空气及某种气体环境中均能施焊,并能通过玻璃或对光束透明的材料进行焊接。
- 可焊接难以接近的部位,施行非接触远距离焊接,具有很大的灵活性。尤其是近几年来,在YAG激光加工技术中采用了光纤传输技术,及光纤连续激光器的普及使激光焊接技术获得了更为广泛的推广和应用,更便于自动化集成。
设备参数激光功率 150W 激光波长 1064nm 调制频率范围 0Hz≤F≤2500Hz 分开间距 可定制 精密线性模组 ±0.02mm 焊接厚度 0.5-3mm 焊接缝隙 ≤0.5mm 冷却方式 风冷 打标速度 <70%无凝露 环境温度 15-35℃ 供电规格 220V
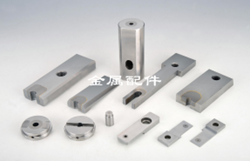
样品图


应用领域- 精密模具在加工过程中由于人为或者设计、操作等原因,存在尺寸偏差,需要加焊堆高一定量,再进行修复;
- 精密模具生产出来后,在试模过程中产生碰撞,造成尺寸偏小,激光焊接可以进行局部小范围修复;
- 模具在注塑过程中,上下模不断运动造成局部损耗,必须进行修复;
- 模具厂家在生产产品过程中,需要对产品进行局部小改造,如果重新开模具费用大周期长,通过激光焊接方法可以有效的控制生产成本并且提高了工作效率。